Trong các hệ thống máy móc công nghiệp, vòng bi (bạc đạn) là chi tiết quan trọng giúp giảm ma sát và hỗ trợ chuyển động quay của trục. Khi vòng bi hoạt động ổn định, thiết bị vận hành trơn tru và tuổi thọ máy móc được kéo dài. Tuy nhiên trong quá trình vận hành thực tế, vòng bi có thể bị hư hỏng do nhiều nguyên nhân khác nhau như lắp đặt sai, thiếu bôi trơn, rung động hoặc điều kiện làm việc khắc nghiệt.
Trong bảo trì công nghiệp hiện nay, nhiều doanh nghiệp áp dụng các thiết bị căn chỉnh trục, phân tích rung động, đo nhiệt độ và chẩn đoán tình trạng thiết bị. Đây là một bước tiến lớn trong mô hình bảo trì theo điều kiện (Condition Based Maintenance). Tuy nhiên, việc quan sát trực tiếp các dấu vết trên vòng bi hỏng vẫn là phương pháp quan trọng giúp xác định nguyên nhân sự cố.
Bạn có thể tham khảo thêm các loại vòng bi công nghiệp tại đây: NHẤN ĐỂ XEM !
Các dạng hư hỏng vòng bi thường gặp
Vết lõm trên vòng bi
Thông thường các vết lõm xuất hiện khi vòng bi lắp đặt sai hoặc do quá tải
|
Dấu vết còn sót lại |
Nguyên nhân hỏng hóc |
Biện pháp khắc phục |
|
Các vết lõm xuất hiện trên cả vòng trong và vòng ngoài của vòng bi và cách đều nhau một khoảng bằng khoảng cách giữa các con lăn (hoặc viên bi) |
Lực tác dụng quá lớn khi lắp |
Khi lắp nên sử dụng dụng cụ lắp đặt hợp lý như: Bộ đóng vòng bi, thiết bị gia nhiệt… Trong trường hợp không có các dụng cụ này, khi lắp nên tác dụng lực đều lên cả 2 vòng của vòng bi |
|
Vòng bi lỗ côn bị lắp quá căng |
Khi lắp vòng bi lỗ côn, nên làm theo hướng dẫn cụ thể về lắp đặt vòng bi lỗ côn. |
|
|
Chịu tải trọng tĩnh do bị rung động khi chưa hoạt động |
Ngăn ngừa các nguồn rung động tác dụng lên thiết bị khi thiết bị chưa hoạt động |
 |
 |
 |
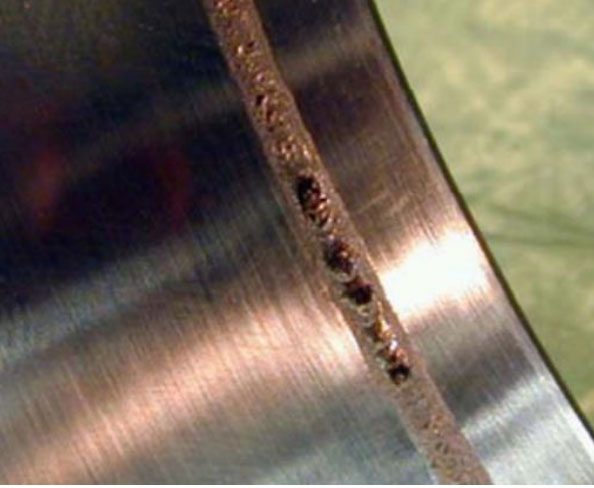
TRÓC BỀ MẶT KIM LOẠI
Hiện tượng tróc bề mặt kim loại thường do những nguyên nhân sau: Do tải trọng ban đầu quá lớn, do vòng bi bị bóp méo, oval, do lực ép dọc trục quá lớn, do vòng bi lắp lệch trục
Tróc bề mặt kim loại do tải trọng ban đầu quá lớn
Nếu đặt lực quá lớn vào vòng bi lắp trên bạc hoặc trục côn, vòng bi sẽ bị quá tải và gây ra sự tróc rỗ bề mặt
|
Dấu vết còn sót lại |
Nguyên nhân hỏng hóc |
Biện pháp khắc phục |
|
Vết lăn in đậm trên rãnh lăn của vòng trong và vòng ngoài |
Tải trọng ban đầu quá lớn do mối lắp quá chặt |
Kiểm tra lại dung sai lắp ghép hoặc sử dụng vòng bi có khe hở cho phép lớn hơn |
|
Các vết tróc thường xuất hiện tại các vùng chịu tải của vòng bi |
Vòng bi lỗ côn bị lắp quá căng |
Khi lắp vòng bi lỗ côn, nên làm theo hướng dẫn cụ thể về lắp đặt vòng bi lỗ côn |
|
|
Vòng bi côn hoặc vòng bi đỡ chặn bị đặt dự ứng lực quá lớn |
Điều chỉnh lại khe hở dọc trục và dự ứng lực theo yêu cầu |
 |
 |
 |
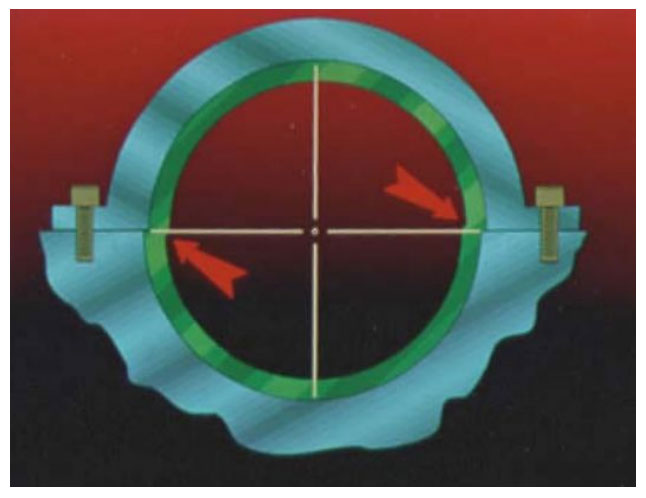
Tróc bề mặt kim loại do vòng bi bị bóp méo, oval:
|
Dấu vết còn sót lại |
Nguyên nhân hỏng hóc |
Biện pháp khắc phục |
|
Xuất hiện các vết lăn in đậm trên vòng trong hoặc vòng ngoài của vòng bi tại những vị trí đối xứng nhau |
Trục hoặc ổ đỡ bị oval |
Kiểm tra lại độ oval của trục hoặc ổ đỡ. Lỗi này thường gặp đối với ổ đỡ 2 nửa. |
|
|
Ổ đỡ đặt trên một bề mặt không phẳng, do đó trong quá trình siết |
Cần kiểm tra lại độ phẳng của mặt phẳng tiếp xúc với đế ổ đỡ. |
|
|
chặt các bulong chân đế ổ đỡ sẽ làm cho ổ đỡ bị oval |
Có thể dùng đồng hồ so để kiểm tra |
 |
 |
Tróc bề mặt kim loại do lực ép dọc trục quá lớn
Sự quá tải dọc trục thường do vòng bi bị bó kẹt. Khi trục bị giãn nở nhiệt, nó làm hẹp khoảng cách trong gối bi và gây ra sự phá hủy
|
Dấu vết còn sót lại |
Nguyên nhân hỏng hóc |
Biện pháp khắc phục |
|
Vòng bi cầu: Vết lăn in đậm và lệch về một phía trên cả 2 vòng vủa vòng bi. Các vị trí tróc này nằm đối xứng nhau (theo phương của đường tải trọng).
Đối với vòng bi tự lựa hai dãy, bi cầu và bi tang trống. Dấu vết in đậm trên một dãy bi với bề mặt bị tróc rỗ.
Đối với vòng bi đỡ chặn, dấu hiệu để lại giống như trường hợp tải trọng ban đầu quá lớn
|
Do phương pháp lắp không đúng, tạo ra lực dọc trục lớn và tải trọng ban đầu lớn
Khe hở dọc trục không đủ lớn để bủ giãn nở nhiệt
|
Lắp đặt theo đúng phương pháp, dung sai lắp ghép |
 |
 |
 |
Tróc bề mặt kim loại do vòng bi lắp lệch
|
Dấu vết còn sót lại |
Nguyên nhân hỏng hóc |
Biện pháp khắc phục |
|
Đối với vòng bi đũa trụ, một bên rãnh lăn sẽ bị tróc.
Đối với vòng bi cầu, vết tróc in đậm, đối xứng và không song song với rãnh lăn
|
Vòng bi lắp không vuông góc với trục
Trục bị lệch góc
Vòng bi bị lắp nghiêng trong lỗ
|
Kiểm tra lệch góc trục |
 |
 |
 |
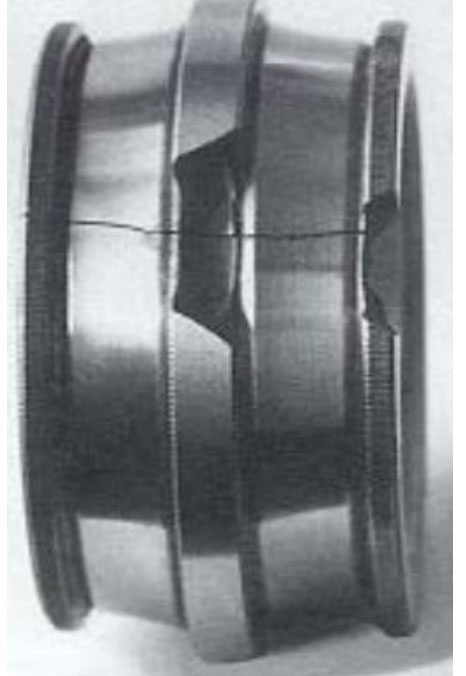
Nứt vỡ vòng bi
|
Dấu vết còn sót lại |
Nguyên nhân hỏng hóc |
Biện pháp khắc phục |
|
Các vết nứt hoặc mảnh vỡ thường xuất hiện ở một mặt của vòng trong hoặc vòng ngoài |
Do đóng mạnh bằng búa trực tiếp vào vòng bi khi lắp ráp |
Do đóng mạnh bằng búa trực tiếp vào vòng bi khi lắp ráp |
|
Do đóng mạnh bằng búa trực tiếp vào vòng bi khi lắp ráp |
Do lắp vòng bi lỗ côn quá căng |
Lắp theo đúng hướng dẫn lắp vòng bi lỗ côn. Kiểm tra dung sai lắp ghép |
 |
 |
 |
Bôi trơn không đúng cách
Không đủ chất bôi trơn hoặc bôi trơn không hiệu quả cũng là nguyên nhân dẫn đến việc vòng bi bị phá hủy. Một vòng bi không đủ chất bôi trơn sẽ có bề mặt bóng loáng và nó sẽ hỏng sau khoảng thời gian rất ngắn.
Một dạng khác là bôi trơn kém, điều này là do quá nhiều chất bôi trơn
|

Bôi trơn không đủ
|
 |

Quá nhiều chất bôi trơn làm cho các con lăn bị trượt
|
SỰ RUNG ĐỘNG
Sự rung động của thiết bị là một trong những nguyên nhân chính dẫn đến sự hỏng hóc của vòng bi. Việc căn chỉnh thiết bị khi lắp ráp và phân tích nguyên nhân rung động thiết bị là việc làm hết sức cần thiết và quan trọng cần phải thực hiện để hạn chế sự hỏng hóc.
Sử dụng vòng bi phù hợp
Việc chọn đúng loại vòng bi sẽ giúp tăng độ bền và giảm hư hỏng trong quá trình vận hành. Trường Phương chuyên cung cấp vòng bi công nghiệp cho nhà máy và xưởng cơ khí, đa dạng thương hiệu từ phổ thông đến cao cấp như NTN, HCH, XPZ. Sản phẩm sẵn kho nhiều mã, phù hợp cho máy móc công nghiệp, băng tải, động cơ và dây chuyền sản xuất.
Một số thương hiệu vòng bi phổ biến:
-
Vòng bi NTN
-
Vòng bi HCH
-
Vòng bi XPZ
Các thương hiệu này được sử dụng rộng rãi trong nhiều hệ thống máy móc và dây chuyền công nghiệp.
=> Liên hệ Trường Phương để được tư vấn và báo giá nhanh theo mã vòng bi.

